Al corriente may 20, 2022
Accesorios de tubería de hierro fundido Nodular
El Accesorios de tubería de hierro fundido nodular Incluyen camisetas, codos, acoplamientos (como tipos de enchufes), etc. Sus interfaces incluyen enchufes, bridas, etc. El calibre nominal va desde DN80 hasta DN3000, y hay más de 5.000 tipos de variedades y especificaciones de uso común. Los pedidos suelen ser en forma de colocación de múltiples variedades y múltiples especificaciones. La organización de producción adopta un modo de producción lineal de múltiples especificaciones y las piezas de repuesto deben mecanizarse.
El proceso se divide en dos partes:
1. Girando el excírculo, la cara final y el orificio interior de cada interfaz;
2. Perforación de agujeros de brida. Hay pocas máquinas herramientas especiales para el procesamiento de accesorios de tubería en el mercado, por lo que las máquinas herramientas ordinarias solo se pueden usar para el procesamiento, como torno horizontal ordinario, torno vertical, mandrinadora T611, taladro de balancín, etc., complementado con una gran cantidad de accesorios, taladros y otras herramientas.
Hay los siguientes problemas en el procesamiento:
1. Las máquinas herramientas y herramientas comunes tienen poca versatilidad y un rango ajustable limitado, lo que dificulta cumplir con los requisitos de carga de tarjetas para la producción en línea de múltiples especificaciones y múltiples variedades;
2. Hay muchas partes de procesamiento de un solo accesorio de tubería. El margen de procesamiento de una sola pieza es pequeño y el tiempo de procesamiento requerido es corto, pero el tiempo de sujeción es largo, lo que afecta la eficiencia general del procesamiento;
3. El uso de máquinas herramienta ordinarias requiere mucha mano de obra y el costo de la mano de obra es cada vez mayor, por lo que la calidad se ve fácilmente afectada por la mano de obra y fluctúa.
Para resolver los problemas anteriores, es necesario optimizar la tecnología de procesamiento, mejorar las herramientas de procesamiento e incluso transformar el equipo y personalizar las máquinas herramientas de procesamiento especiales. En este sentido, pocos fabricantes de equipos profesionales desarrollan herramientas y equipos especiales para accesorios de tubería, generalmente confiando en las fábricas de accesorios de tubería para explorar y mejorarse, por lo que la capacidad de desarrollo es limitada; Sin embargo, el desarrollo de máquinas herramientas especiales no puede ser realizado por pequeñas fábricas de máquinas herramientas, y las grandes fábricas no están dispuestas a hacerlo. Nuestra empresa lleva muchos años produciendo accesorios de tubería y ha hecho muchos intentos en la modificación de equipos, el diseño y la fabricación de aviones especiales. Especialmente en los últimos años, con la aplicación de la tecnología de control numérico, el control numérico se han popularizado las máquinas herramientas especiales. Este artículo trata principalmente del procesamiento de accesorios de tubería de pequeño tamaño dentro de DN300.
Características de los accesorios de tubería DN80-DN300
1. Aunque el diámetro nominal de los productos en esta sección de especificaciones es pequeño, hay muchas demandas, por lo que los requisitos de procesamiento son rápidos y eficientes. Debido a que el blanco generalmente se produce en lotes por línea de producción, el tamaño del producto es estable y las juntas de zócalo y zócalo generalmente se funden directamente. Solo es necesario procesar la cara de la brida y el orificio del perno (fundición en arena). En el proceso EPC, los orificios de los pernos generalmente se eliminan y algunos fabricantes incluso lanzan la cara del extremo de la brida directamente.
2. El producto tiene una alta consistencia de forma, por lo que es conveniente adoptar una herramienta de procesamiento unificada y realizar un posicionamiento rápido, sujeción hidráulica y procesamiento automático de control numérico mediante el uso de un posicionamiento de referencia aproximado del blanco.
3. La calidad de estos productos está entre los 8 y los 25 kg. Son ligeros, por lo que se pueden manipular a mano.
Análisis De Tecnología De Procesamiento
De acuerdo con los diferentes procesos de fundición en blanco de productos con especificaciones por debajo de DN300, el margen de mecanizado de los accesorios de tubería suele ser diferente, y generalmente existen las siguientes tres prácticas diferentes.
1. el zócalo de los accesorios de tubería es fundido y formado, y la brida necesita ser procesada, incluyendo girar la superficie de la brida y la perforación del agujero de la brida. Por lo general, los productos moldeados por molde de arena pertenecen de esta manera. Como se muestra en la Figura 1.

Fig. 1 DN100 ~ DN300 accesorios de tubería en blanco
2. el zócalo de accesorios de tubería es fundido, y el agujero de la brida es fundido como un todo. Sólo es necesario procesar la cara final de la pestaña. Esto generalmente se usa en el proceso EPC.
3. el zócalo y la brida de accesorios de tubería son todos fundido, incluyendo la cara de la brida y el agujero de la brida. Solo se procesan algunos accesorios de tubería que no cumplen con los requisitos de tamaño debido a la fluctuación de contracción y fuera de ronda. La cantidad de procesamiento depende de la estabilidad del proceso de fundición.
La configuración y el procesamiento de las máquinas herramienta se discuten en el primer caso a continuación, y los mencionados anteriormente, el segundo y el tercer tipo se pueden seleccionar y usar en el tercer tipo de máquinas herramienta de procesamiento. Según el análisis anterior, los principales contenidos de procesamiento de los accesorios de tubería pequeños son la superficie de giro y la perforación de la brida. La tecnología de procesamiento debe diseñarse por separado para diferentes tipos de accesorios de tubería.
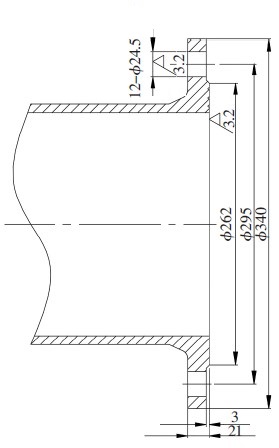
Fig. 2 Dibujo de procesamiento de brida DN200
Las partes de procesamiento de los accesorios de tubería con el disco suelen ser la superficie de sellado de la brida y el orificio del perno de la brida. Los requisitos de procesamiento se muestran en la Figura 2. Generalmente se divide en dos procesos: torneado (o taladrado) y perforación. El primer procedimiento de trabajo: la cara final de la brida es procesada por una máquina perforadora o torno. Se utilizan cortadores de carburo cementado YG6 y YG8, con una velocidad lineal de 80 m/min y una velocidad de alimentación de 0,10 ~ 0,15mm/r; El segundo procedimiento de trabajo: el orificio del perno se procesa con un taladro basculante o un taladro de múltiples orificios, y el taladro de torsión ordinario o el taladro de aleación se utiliza para el corte en seco. El efecto de procesamiento de los productos anteriores puede cumplir con los requisitos de rugosidad de la superficie Ra6.3 μm y tolerancia dimensional.
Porque cada interfaz de brida debe procesarse uno por uno. Incluso si solo hay una brida en un accesorio de tubería, necesita dos procesos y dos tiempos de sujeción. Debido a la producción colineal de la multi-especificación, es necesario ajustar con frecuencia el accesorio cuando la especificación cambia, para asegurar que todas las especificaciones de productos en el flujo del deber al mismo tiempo.
Para piezas con múltiples bridas, es necesario procesar las bridas una por una y repetir el mismo procesamiento para otras interfaces para formar un producto terminado. Por ejemplo, una unión en T de tres placas requiere tres tiempos de giro y tres tiempos de perforación, y un total de seis tiempos de carga y descarga. Los tubos de derivación de las piezas de brida en las piezas en T también son diferentes en tamaño, y hay pocos lotes, por lo que el ajuste de las herramientas de procesamiento es más frecuente.
Para mejorar la eficiencia, de acuerdo con las características de los accesorios de tubería mencionados anteriormente, es aconsejable adoptar el método de procesamiento simultáneo de múltiples partes o partes individuales y múltiples procesos combinados en una sujeción, a fin de reducir el tiempo auxiliar de sujeción y posicionamiento de piezas de trabajo y el número de sujeción, Que es la clave para mejorar la eficiencia del procesamiento.
Tipos de equipos de procesamiento
Según el número y la posición de las bridas, dividimos los productos en piezas de una sola brida y piezas de múltiples bridas según el número de piezas a procesar. Si solo se necesita procesar una brida de un accesorio de tubería, lo llamamos una sola pieza de brida, y los productos incluyen cojinetes de disco, insertos de disco, tees con discos de soporte, etc. Si hay dos o más bridas en un solo accesorio de tubería, se llama accesorio de tubería de múltiples bridas, Incluyendo un tubo corto del doble-disco, un codo del doble-disco, un reductor del doble-disco, una camiseta del tres-disco, el etc.
1. tecnología de procesamiento y esquema de equipo de accesorios de tubería de brida única
Se prefiere su tecnología de procesamiento para adoptar el método de torneado y perforación en uno, y todo el procesamiento se puede completar cargando la tarjeta una vez. Como se muestra en la figura 3, esta máquina herramienta está equipada con un cabezal de perforación y un grupo de brocas, que se instalan en una mesa deslizante y se devuelven a una mesa giratoria. Está equipado con cuatro estaciones, una estación de carga y descarga, una estación de perforación y una estación de perforación, y una estación está reservada. Dos cabezales de potencia están dispuestos secuencialmente en la estación de perforación y la estación de perforación. Después de que la mesa giratoria termina de procesar una interfaz, gira 90 ° para ingresar al siguiente proceso, y así sucesivamente. Los tres procedimientos de trabajo de carga de tarjetas, torneado y perforación pueden funcionar al mismo tiempo, y la eficiencia se duplica.
Si el orificio se ha fundido en la pieza en bruto, solo se necesita mecanizar la superficie de la brida. Se puede detener un cabezal de potencia de perforación y se puede usar un solo cabezal de potencia. La comparación con la eficiencia de procesamiento de las máquinas herramienta comunes se muestra en la Tabla 1.
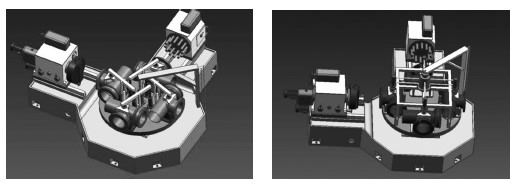
Figura 3 Rotary escritorio CNC máquina herramienta especial
Tabla 1 Comparación de la eficiencia de procesamiento de los accesorios de tubería de brida única
2. tecnología de procesamiento y esquema de equipo de accesorios de tubería multi-brida
Este tipo de accesorio de tubería tiene dos o más bridas para ser mecanizadas en un solo accesorio de tubería. Los productos incluyen camisetas de tres discos, tubos cortos de dos discos, codos de 90 ° de dos discos, reductores de dos discos y otros accesorios de tubería. Cada brida también necesita dos procesos de torneado y perforación. Si la cama de escritorio giratoria anterior se utiliza para el procesamiento, aún debe procesarse muchas veces y se reducirá la eficiencia general. Si se utilizan máquinas herramientas ordinarias para el procesamiento, necesita dos procesos para cada superficie y la eficiencia es baja.
Después de la optimización, se adopta el proceso de mecanizado simultáneo de múltiples lados, que se divide en dos procesos: torneado simultáneo de múltiples lados y perforación simultánea de múltiples lados. Cada proceso se lleva a cabo en una máquina diferente, y dos piezas de equipo se combinan para formar una unidad de mecanizado. La conexión de proceso puede realizarse mediante un manipulador o manualmente. Aunque se requiere el procesamiento dos veces, la eficiencia general es aún mejor que la de las máquinas herramienta de un solo disco porque se pueden procesar 2 o 3 superficies al mismo tiempo, y solo se necesita un tiempo de interfaz.
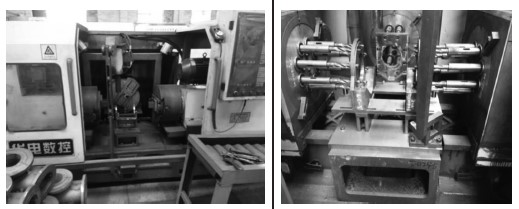
Figura 4 a la izquierda: Máquina perforadora de tres lados
Figura 5 a la derecha: Máquina de perforación de tres lados
En comparación con las máquinas herramienta ordinarias, la eficiencia se mejora enormemente, especialmente los tres discos y los tres enlaces. La Tabla 2 compara la eficiencia de procesamiento tomando como ejemplo el procesamiento de tres discos y tres tees.
Tabla 2 Tabla de comparación de eficiencia de procesamiento de accesorios de tubería de múltiples bridas
La máquina especial mencionada anteriormente también se puede utilizar para procesar dos interfaces y productos de una sola placa porque los tres cabezales de potencia se pueden controlar de forma independiente, y se reducirá la ventaja de eficiencia. Sin embargo, cuando las especificaciones de los accesorios de tubería se concentran, varias máquinas pueden procesar la misma especificación al mismo tiempo, mejorando así la adaptabilidad de la máquina herramienta.
3. tecnología de procesamiento y esquema de equipo de accesorios de tubería con múltiples interfaces que necesitan ser procesados al mismo tiempo.
Hay otra situación en el proceso de conexión de tuberías mencionado anteriormente. Hay más de dos interfaces en el mismo accesorio de tubería, y cada interfaz es diferente en tamaño y forma. Todos ellos necesitan ser mecanizados, como los codos de socket y los tees de una sola rama de socket. Si todas las interfaces necesitan ser mecanizadas, aunque los dos tipos de equipos anteriores se pueden mecanizar uno por uno, el efecto lento de la carga de la tarjeta obviamente aumentará, por lo que se necesita otra máquina herramienta para el mecanizado. Es la única forma de terminar el mecanizado de múltiples superficies cargando tarjetas a la vez para piezas de interfaz múltiple. Sin embargo, cuando las especificaciones y los tipos de piezas de múltiples superficies son diferentes, es necesario usar un torno CNC de una sola potencia con mesas giratorias. Esta máquina herramienta resuelve principalmente el problema del procesamiento de múltiples caras con una carga de tarjeta, y reduce el tiempo auxiliar de carga de la tarjeta, como se muestra en la Figura 6.
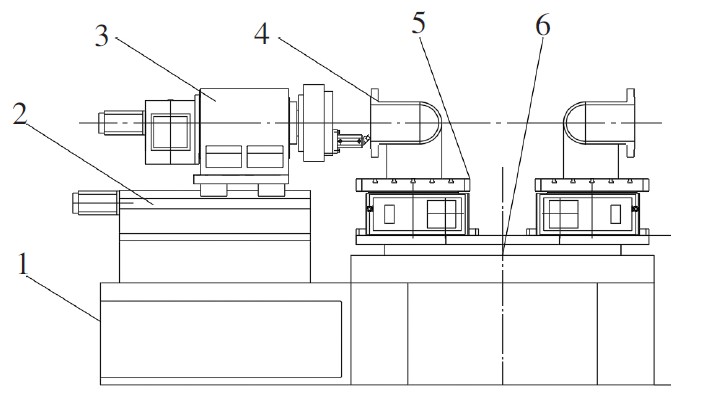
Figura 6 Plano especial de escritorio rotativo de una sola cabeza
1. una base; 2. tabla de desplazamiento del poder; 3. cabeza aburrida; 4. banco de trabajo; 5. placa giratoria pequeña de la multi-estación; 6. rotación de la dos-estación
La combinación del cabezal aburrido y la mesa deslizante realiza el procesamiento automático de la cara del extremo de la brida, el círculo exterior del zócalo y la cara del extremo, el orificio interior del zócalo y la cara del extremo bajo el control de un sistema de control numérico. Se procesa una interfaz cada vez. Después del procesamiento, la tabla 4 se gira un ángulo establecido de acuerdo con el programa establecido para realizar la segunda interfaz. De esta manera, después de procesar el accesorio de tubería completo, el banco de trabajo de dos estaciones que se muestra en la Figura 6 gira 180 °, y la pieza de trabajo debe procesarse y la pieza de trabajo procesada se intercambia. El lado del operador realiza la siguiente operación, y el lado del cabezal de potencia inicia automáticamente el procesamiento. Se da cuenta de la carga y el procesamiento de la tarjeta al mismo tiempo y completa todas las interfaces a la vez.
Conclusión
El proceso se divide en dos partes:
1. Girando el excírculo, la cara final y el orificio interior de cada interfaz;
2. Perforación de agujeros de brida. Hay pocas máquinas herramientas especiales para el procesamiento de accesorios de tubería en el mercado, por lo que las máquinas herramientas ordinarias solo se pueden usar para el procesamiento, como torno horizontal ordinario, torno vertical, mandrinadora T611, taladro de balancín, etc., complementado con una gran cantidad de accesorios, taladros y otras herramientas.
Hay los siguientes problemas en el procesamiento:
1. Las máquinas herramientas y herramientas comunes tienen poca versatilidad y un rango ajustable limitado, lo que dificulta cumplir con los requisitos de carga de tarjetas para la producción en línea de múltiples especificaciones y múltiples variedades;
2. Hay muchas partes de procesamiento de un solo accesorio de tubería. El margen de procesamiento de una sola pieza es pequeño y el tiempo de procesamiento requerido es corto, pero el tiempo de sujeción es largo, lo que afecta la eficiencia general del procesamiento;
3. El uso de máquinas herramienta ordinarias requiere mucha mano de obra y el costo de la mano de obra es cada vez mayor, por lo que la calidad se ve fácilmente afectada por la mano de obra y fluctúa.
Para resolver los problemas anteriores, es necesario optimizar la tecnología de procesamiento, mejorar las herramientas de procesamiento e incluso transformar el equipo y personalizar las máquinas herramientas de procesamiento especiales. En este sentido, pocos fabricantes de equipos profesionales desarrollan herramientas y equipos especiales para accesorios de tubería, generalmente confiando en las fábricas de accesorios de tubería para explorar y mejorarse, por lo que la capacidad de desarrollo es limitada; Sin embargo, el desarrollo de máquinas herramientas especiales no puede ser realizado por pequeñas fábricas de máquinas herramientas, y las grandes fábricas no están dispuestas a hacerlo. Nuestra empresa lleva muchos años produciendo accesorios de tubería y ha hecho muchos intentos en la modificación de equipos, el diseño y la fabricación de aviones especiales. Especialmente en los últimos años, con la aplicación de la tecnología de control numérico, el control numérico se han popularizado las máquinas herramientas especiales. Este artículo trata principalmente del procesamiento de accesorios de tubería de pequeño tamaño dentro de DN300.
Características de los accesorios de tubería DN80-DN300
1. Aunque el diámetro nominal de los productos en esta sección de especificaciones es pequeño, hay muchas demandas, por lo que los requisitos de procesamiento son rápidos y eficientes. Debido a que el blanco generalmente se produce en lotes por línea de producción, el tamaño del producto es estable y las juntas de zócalo y zócalo generalmente se funden directamente. Solo es necesario procesar la cara de la brida y el orificio del perno (fundición en arena). En el proceso EPC, los orificios de los pernos generalmente se eliminan y algunos fabricantes incluso lanzan la cara del extremo de la brida directamente.
2. El producto tiene una alta consistencia de forma, por lo que es conveniente adoptar una herramienta de procesamiento unificada y realizar un posicionamiento rápido, sujeción hidráulica y procesamiento automático de control numérico mediante el uso de un posicionamiento de referencia aproximado del blanco.
3. La calidad de estos productos está entre los 8 y los 25 kg. Son ligeros, por lo que se pueden manipular a mano.
Análisis De Tecnología De Procesamiento
De acuerdo con los diferentes procesos de fundición en blanco de productos con especificaciones por debajo de DN300, el margen de mecanizado de los accesorios de tubería suele ser diferente, y generalmente existen las siguientes tres prácticas diferentes.
1. el zócalo de los accesorios de tubería es fundido y formado, y la brida necesita ser procesada, incluyendo girar la superficie de la brida y la perforación del agujero de la brida. Por lo general, los productos moldeados por molde de arena pertenecen de esta manera. Como se muestra en la Figura 1.
Fig. 1 DN100 ~ DN300 accesorios de tubería en blanco
2. el zócalo de accesorios de tubería es fundido, y el agujero de la brida es fundido como un todo. Sólo es necesario procesar la cara final de la pestaña. Esto generalmente se usa en el proceso EPC.
3. el zócalo y la brida de accesorios de tubería son todos fundido, incluyendo la cara de la brida y el agujero de la brida. Solo se procesan algunos accesorios de tubería que no cumplen con los requisitos de tamaño debido a la fluctuación de contracción y fuera de ronda. La cantidad de procesamiento depende de la estabilidad del proceso de fundición.
La configuración y el procesamiento de las máquinas herramienta se discuten en el primer caso a continuación, y los mencionados anteriormente, el segundo y el tercer tipo se pueden seleccionar y usar en el tercer tipo de máquinas herramienta de procesamiento. Según el análisis anterior, los principales contenidos de procesamiento de los accesorios de tubería pequeños son la superficie de giro y la perforación de la brida. La tecnología de procesamiento debe diseñarse por separado para diferentes tipos de accesorios de tubería.
Fig. 2 Dibujo de procesamiento de brida DN200
Las partes de procesamiento de los accesorios de tubería con el disco suelen ser la superficie de sellado de la brida y el orificio del perno de la brida. Los requisitos de procesamiento se muestran en la Figura 2. Generalmente se divide en dos procesos: torneado (o taladrado) y perforación. El primer procedimiento de trabajo: la cara final de la brida es procesada por una máquina perforadora o torno. Se utilizan cortadores de carburo cementado YG6 y YG8, con una velocidad lineal de 80 m/min y una velocidad de alimentación de 0,10 ~ 0,15mm/r; El segundo procedimiento de trabajo: el orificio del perno se procesa con un taladro basculante o un taladro de múltiples orificios, y el taladro de torsión ordinario o el taladro de aleación se utiliza para el corte en seco. El efecto de procesamiento de los productos anteriores puede cumplir con los requisitos de rugosidad de la superficie Ra6.3 μm y tolerancia dimensional.
Porque cada interfaz de brida debe procesarse uno por uno. Incluso si solo hay una brida en un accesorio de tubería, necesita dos procesos y dos tiempos de sujeción. Debido a la producción colineal de la multi-especificación, es necesario ajustar con frecuencia el accesorio cuando la especificación cambia, para asegurar que todas las especificaciones de productos en el flujo del deber al mismo tiempo.
Para piezas con múltiples bridas, es necesario procesar las bridas una por una y repetir el mismo procesamiento para otras interfaces para formar un producto terminado. Por ejemplo, una unión en T de tres placas requiere tres tiempos de giro y tres tiempos de perforación, y un total de seis tiempos de carga y descarga. Los tubos de derivación de las piezas de brida en las piezas en T también son diferentes en tamaño, y hay pocos lotes, por lo que el ajuste de las herramientas de procesamiento es más frecuente.
Para mejorar la eficiencia, de acuerdo con las características de los accesorios de tubería mencionados anteriormente, es aconsejable adoptar el método de procesamiento simultáneo de múltiples partes o partes individuales y múltiples procesos combinados en una sujeción, a fin de reducir el tiempo auxiliar de sujeción y posicionamiento de piezas de trabajo y el número de sujeción, Que es la clave para mejorar la eficiencia del procesamiento.
Tipos de equipos de procesamiento
Según el número y la posición de las bridas, dividimos los productos en piezas de una sola brida y piezas de múltiples bridas según el número de piezas a procesar. Si solo se necesita procesar una brida de un accesorio de tubería, lo llamamos una sola pieza de brida, y los productos incluyen cojinetes de disco, insertos de disco, tees con discos de soporte, etc. Si hay dos o más bridas en un solo accesorio de tubería, se llama accesorio de tubería de múltiples bridas, Incluyendo un tubo corto del doble-disco, un codo del doble-disco, un reductor del doble-disco, una camiseta del tres-disco, el etc.
1. tecnología de procesamiento y esquema de equipo de accesorios de tubería de brida única
Se prefiere su tecnología de procesamiento para adoptar el método de torneado y perforación en uno, y todo el procesamiento se puede completar cargando la tarjeta una vez. Como se muestra en la figura 3, esta máquina herramienta está equipada con un cabezal de perforación y un grupo de brocas, que se instalan en una mesa deslizante y se devuelven a una mesa giratoria. Está equipado con cuatro estaciones, una estación de carga y descarga, una estación de perforación y una estación de perforación, y una estación está reservada. Dos cabezales de potencia están dispuestos secuencialmente en la estación de perforación y la estación de perforación. Después de que la mesa giratoria termina de procesar una interfaz, gira 90 ° para ingresar al siguiente proceso, y así sucesivamente. Los tres procedimientos de trabajo de carga de tarjetas, torneado y perforación pueden funcionar al mismo tiempo, y la eficiencia se duplica.
Si el orificio se ha fundido en la pieza en bruto, solo se necesita mecanizar la superficie de la brida. Se puede detener un cabezal de potencia de perforación y se puede usar un solo cabezal de potencia. La comparación con la eficiencia de procesamiento de las máquinas herramienta comunes se muestra en la Tabla 1.
Figura 3 Rotary escritorio CNC máquina herramienta especial
Tabla 1 Comparación de la eficiencia de procesamiento de los accesorios de tubería de brida única
| proyecto | Esquema general de la herramienta e | Tabla rotatoria esquema de máquina herramienta especial | Comparación | |||
| Girando | Perforación | total | Torneado/perforación | total | ||
| Proceso de mecanizado | √ | √ | 2 procesos | Torneado y perforación al mismo tiempo | 1 proceso | ninguno |
| Equipo de procesamiento | Máquina aburrida/torno | Perforación grupo | Dos veces de sujeción | Torneado y perforación integrados | Una vez sujeción | Una reducción de sujeción |
| El tiempo de procesamiento por pieza/min | 2 | 1 | 3 | 1 | 1 | La eficiencia es tres veces mayor que Máquinas generales |
2. tecnología de procesamiento y esquema de equipo de accesorios de tubería multi-brida
Este tipo de accesorio de tubería tiene dos o más bridas para ser mecanizadas en un solo accesorio de tubería. Los productos incluyen camisetas de tres discos, tubos cortos de dos discos, codos de 90 ° de dos discos, reductores de dos discos y otros accesorios de tubería. Cada brida también necesita dos procesos de torneado y perforación. Si la cama de escritorio giratoria anterior se utiliza para el procesamiento, aún debe procesarse muchas veces y se reducirá la eficiencia general. Si se utilizan máquinas herramientas ordinarias para el procesamiento, necesita dos procesos para cada superficie y la eficiencia es baja.
Después de la optimización, se adopta el proceso de mecanizado simultáneo de múltiples lados, que se divide en dos procesos: torneado simultáneo de múltiples lados y perforación simultánea de múltiples lados. Cada proceso se lleva a cabo en una máquina diferente, y dos piezas de equipo se combinan para formar una unidad de mecanizado. La conexión de proceso puede realizarse mediante un manipulador o manualmente. Aunque se requiere el procesamiento dos veces, la eficiencia general es aún mejor que la de las máquinas herramienta de un solo disco porque se pueden procesar 2 o 3 superficies al mismo tiempo, y solo se necesita un tiempo de interfaz.
Figura 4 a la izquierda: Máquina perforadora de tres lados
Figura 5 a la derecha: Máquina de perforación de tres lados
En comparación con las máquinas herramienta ordinarias, la eficiencia se mejora enormemente, especialmente los tres discos y los tres enlaces. La Tabla 2 compara la eficiencia de procesamiento tomando como ejemplo el procesamiento de tres discos y tres tees.
Tabla 2 Tabla de comparación de eficiencia de procesamiento de accesorios de tubería de múltiples bridas
| Proyecto | Esquema general de la máquina herramienta | Multi-cabeza especial máquina herramienta esquema | Comparación | ||||
| Máquinas de torneado | Máquinas de perforación | total | Máquinas aburridas | Máquinas de perforación | total | ||
| Proceso de mecanizado | Coche 1-coche 2-coche 3 | Cara de torneado 1-cara de perforación 2-cara de perforación 3 | 6 procesos | 3-cara aburrido | Perforación 3-face simultáneamente | 2 procesos | ninguno |
| Equipo de mecanizado | Máquina aburrida/torno | Perforación grupo | 6 veces carga | Máquinas aburridas de tres lados | Perforación de tres lados del grupo | 2 veces sujeción | Reducir 4 veces sujeción |
| Tiempo de procesamiento de una sola pieza /Min | 2 × 3 | 1 × 3 | 9 | 1 | 1 | 2 | Reducido en 7 min/pieza, y la eficiencia es de 4,5 veces el original. |
La máquina especial mencionada anteriormente también se puede utilizar para procesar dos interfaces y productos de una sola placa porque los tres cabezales de potencia se pueden controlar de forma independiente, y se reducirá la ventaja de eficiencia. Sin embargo, cuando las especificaciones de los accesorios de tubería se concentran, varias máquinas pueden procesar la misma especificación al mismo tiempo, mejorando así la adaptabilidad de la máquina herramienta.
3. tecnología de procesamiento y esquema de equipo de accesorios de tubería con múltiples interfaces que necesitan ser procesados al mismo tiempo.
Hay otra situación en el proceso de conexión de tuberías mencionado anteriormente. Hay más de dos interfaces en el mismo accesorio de tubería, y cada interfaz es diferente en tamaño y forma. Todos ellos necesitan ser mecanizados, como los codos de socket y los tees de una sola rama de socket. Si todas las interfaces necesitan ser mecanizadas, aunque los dos tipos de equipos anteriores se pueden mecanizar uno por uno, el efecto lento de la carga de la tarjeta obviamente aumentará, por lo que se necesita otra máquina herramienta para el mecanizado. Es la única forma de terminar el mecanizado de múltiples superficies cargando tarjetas a la vez para piezas de interfaz múltiple. Sin embargo, cuando las especificaciones y los tipos de piezas de múltiples superficies son diferentes, es necesario usar un torno CNC de una sola potencia con mesas giratorias. Esta máquina herramienta resuelve principalmente el problema del procesamiento de múltiples caras con una carga de tarjeta, y reduce el tiempo auxiliar de carga de la tarjeta, como se muestra en la Figura 6.
Figura 6 Plano especial de escritorio rotativo de una sola cabeza
1. una base; 2. tabla de desplazamiento del poder; 3. cabeza aburrida; 4. banco de trabajo; 5. placa giratoria pequeña de la multi-estación; 6. rotación de la dos-estación
La combinación del cabezal aburrido y la mesa deslizante realiza el procesamiento automático de la cara del extremo de la brida, el círculo exterior del zócalo y la cara del extremo, el orificio interior del zócalo y la cara del extremo bajo el control de un sistema de control numérico. Se procesa una interfaz cada vez. Después del procesamiento, la tabla 4 se gira un ángulo establecido de acuerdo con el programa establecido para realizar la segunda interfaz. De esta manera, después de procesar el accesorio de tubería completo, el banco de trabajo de dos estaciones que se muestra en la Figura 6 gira 180 °, y la pieza de trabajo debe procesarse y la pieza de trabajo procesada se intercambia. El lado del operador realiza la siguiente operación, y el lado del cabezal de potencia inicia automáticamente el procesamiento. Se da cuenta de la carga y el procesamiento de la tarjeta al mismo tiempo y completa todas las interfaces a la vez.
Conclusión
News
Noticias de la industria
Volver a la lista
