Al corriente nov 26, 2022
El rendimiento conjunto de la tubería de acero inoxidable 304 bajo soldadura GMAW
El acero inoxidable 304 tiene alta resistencia, excelente tenacidad a baja temperatura y buena soldabilidad a -196 ℃, y se utiliza a menudo en tuberías de servicio a baja temperatura de módulos de proceso de núcleo de GNL. El diseño de un proyecto requiere que una parte de Tubos de acero inoxidable 304 Ser soldado por el proceso GMAW (Metal Arc Welding), y se presentan algunos requisitos limitados para varios elementos del proceso de soldadura. En la etapa inicial del proyecto, se realizaron pruebas de soldadura y se probaron varias propiedades de las juntas soldadas. Como resultado, hubo muchos problemas de fusión insuficiente que no pudieron ser detectados por rayos X convencionales, y el agrietamiento de las raíces de las juntas soldadas apareció en diferentes grados en las pruebas de flexión lateral y corrosión intergranular. Por lo tanto, las razones que pueden llevar a una fusión insuficiente son analizadas y verificadas por varios grupos de pruebas de soldadura. Los resultados muestran que el rendimiento de la junta soldada optimizada cumple con los requisitos relevantes especificados en la norma, lo que verifica que el proceso de soldadura optimizado es apropiado. De acuerdo con los requisitos de diseño del proyecto, una parte de los sistemas de tuberías de acero inoxidable 304 se suelda por el proceso GMAW, con el diámetro nominal aplicable de 500 ~ 2750 mm y el espesor de pared de 5,5 - 40 mm. Esto implica la prefabricación e instalación en el sitio de tuberías en el taller, y la soldadura de accesorios de tuberías como tuberías y bridas, tees y curvas. Los requisitos específicos para la soldadura son los siguientes:
1) El proceso GMAW-S (soldadura por arco metálico) se adopta para la soldadura de raíces, y el equipo de soldadura correspondiente se selecciona de varias marcas de renombre internacional.
2) El proceso GMAW-P (Metal Arc Welding Pulse Transition Arc Welding) se adopta para la soldadura en caliente, y el equipo de soldadura es el mismo que para la soldadura de raíces. Los métodos y equipos de soldadura para otras superficies de relleno y cobertura no están limitados.
3) El material de soldadura es alambre de soldadura de núcleo sólido ER308L, que tiene ciertos requisitos para el contenido de silicio en el alambre de soldadura, es decir, el contenido de silicio debe ser ligeramente superior al del alambre de soldadura tradicional.
4) El gas de protección de soldadura es 98% argón + 2% CO2, y el gas de protección posterior es argón puro.
5) La calificación del procedimiento de soldadura cumplirá con los requisitos pertinentes de ASME B31,3 y ASME IX, y la prueba de corrosión intergranular de las juntas soldadas se llevará a cabo de acuerdo con el método ASTM A262 PracticeE.
Prueba de presoldadura
Después de peinar e implementar todos los aspectos del proceso de soldadura, se seleccionó el soldador GMAW adecuado y el alambre de soldadura ER308L para realizar la prueba de soldadura preliminar. El proceso GMAW-S es adecuado para la soldadura de raíces de acero inoxidable. Su salida de corriente y su tecnología única de control de forma de onda son más adecuadas para la soldadura de raíces. La fusión de raíces es completa y uniforme, las salpicaduras de soldadura son pequeñas, la eficiencia de soldadura es alta y la entrada de calor es pequeña. Sus características de salida se muestran en la Figura 1. Después de una semana de prueba de soldadura, los técnicos de soldadura se han adaptado inicialmente a los procesos GMAW-S y GMAW-P para soldar acero inoxidable 304, y la operación de soldadura y la formación de soldaduras tienden a ser estables. Por lo tanto, están listos para pasar de la soldadura de prueba a la investigación y prueba de parámetros de soldadura y propiedades físicas y químicas de las juntas soldadas.
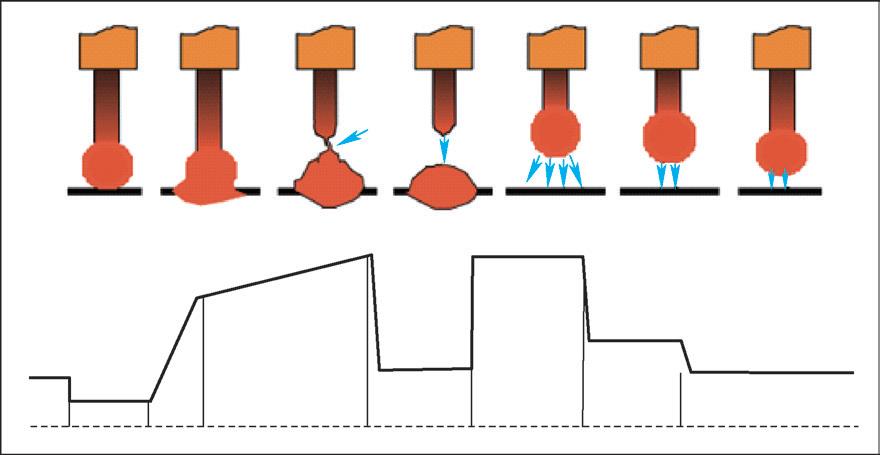
A) Control de forma de onda de GMAW-s
B) formación de soldadura de raíces
Figura 1 características de salida de la soldadura de raíces GMAW-S
Material de prueba
304 tubería de acero inoxidable con φ 355,6 mm y un espesor de pared de 11 mm fue seleccionado como material base, y ER308L con φ 1,0 mm fue seleccionado como alambre de soldadura. La posición de soldadura es 5G. Se seleccionan tuberías de acero de este tamaño para soldar, y es necesario soldar 4 capas: se adopta el proceso GMAW-S para la soldadura de raíces, se adopta el proceso GMAW-P para soldadura y llenado en caliente, y se adopta el proceso GMAW-P para la superficie de cobertura. Bajo la condición de una carga de trabajo baja, se pueden investigar integralmente los siguientes aspectos: características de salida de los métodos de soldadura, operación de soldadura en todas las posiciones, fusión y formación de perlas de soldadura, etc.
Forma de ranura
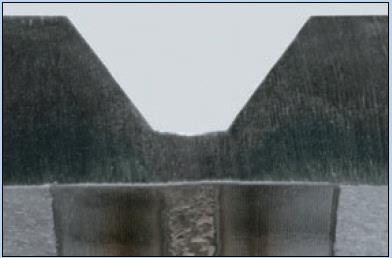
La ranura adopta el 75 de un solo lado recomendado por el estándar ASME B31,3, como se muestra en la Figura 2. Debido a que el proceso GMAW-S es de alimentación de alambre semiautomática, la velocidad de soldadura es rápida y la entrada de calor de soldadura es pequeña, por lo que el borde romo de la ranura es de casi 0 mm. Solo antes de ensamblar la ranura, muele la raíz con una amoladora para eliminar las rebabas que puedan quedar después de cortar la raíz. El espacio del par es de 2,5 a 3,5 mm. Según los comentarios del técnico de soldadura, este rango de espacios es el más fácil para operaciones de formación de soldadura en todas las posiciones.
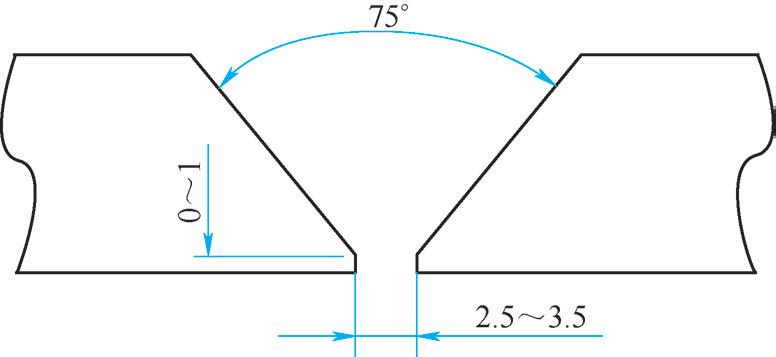
Figura 2 Forma de la ranura de prueba
Parámetro de soldadura
En el proceso de soldadura real, se soldaron dos muestras, y los valores promedio de los parámetros de soldadura se muestran en la Tabla 1. Bajo este parámetro, el cordón de soldadura del espécimen es bueno en apariencia y la formación de soldadura es simétrica. La formación de apariencia de ambos lados del cordón de soldadura cumple con los requisitos de apariencia del estándar ASME, y ha pasado la inspección de apariencia de ingenieros e inspectores.
Tabla 1 Parámetros de soldadura seleccionados en la prueba de soldadura
Examen no destructivo
La inspección de partículas magnéticas y rayos X se llevará a cabo en muestras soldadas, y se aplicarán las normas ASME VIII para la inspección de partículas magnéticas, y se aplicarán las normas ASMEB31,3 para la inspección y el juicio de rayos X. Los resultados de las pruebas no destructivas cumplen todos los requisitos pertinentes de la norma y se consideran calificados.
Prueba de propiedades físicas y químicas
De acuerdo con los requisitos relevantes de la norma ASME IX, se probaron las propiedades mecánicas de las juntas soldadas. Se seleccionaron cuatro probetas de flexión lateral, dos probetas de tracción de sección transversal reducida, tres grupos de probetas de impacto a baja temperatura y dos probetas macroscópicas, y se determinó el contenido de ferrita de las juntas soldadas [1]. Además, se tomaron tres probetas de corrosión intergranular y se probaron las juntas soldadas según el método ASTM A262 Practica E.
Después de la prueba, la grieta de la raíz apareció en el espécimen de flexión lateral, y la grieta de la raíz también apareció en la prueba de flexión de la raíz después de la corrosión intergranular, lo que indicaba que había un problema en la fusión de la raíz del espécimen soldado. Aunque no se encontraron defectos superiores al estándar en NDT, se sospecha altamente que ocurrió el problema del labio frío de la raíz. Una junta de labio frío es un término de defecto de soldadura no estándar utilizado por la tecnología AWS y los documentos estándar al describir un defecto en las juntas soldadas GMAW. El llamado labio frío, de hecho, no se fusiona, lo que a menudo ocurre fácilmente en las soldaduras GMAW. Una junta de regazo frío es diferente de la junta no fusionada en un sentido general, que se caracteriza por un pequeño tamaño de defecto, y no es fácil de detectar por métodos comunes como la inspección visual y RT. Los resultados muestran que las causas del regazo frío son salpicaduras en los pies de ambos lados de la piscina fundida, el desbordamiento de la piscina fundida y la combinación de los dos anteriores, y el tamaño del regazo frío es de 0,01 ~ 1,5 mm. Entre ellos, la gran junta de regazo frío es fácil de observar visualmente, mientras que la junta de regazo frío de 10 micras es difícil de encontrar mediante pruebas no destructivas.
Análisis de causas y medidas de optimización de cracking
Debido a que existen grietas en casi todas las posiciones circunferenciales de la tubería, y en las posiciones adyacentes de las probetas dobladas agrietadas, las probetas dobladas con de muestreo complementario también tienen diferentes grados de problemas de agrietamiento. En un principio, se considera que la razón principal de la mala fusión radicular es que los parámetros de soldadura son pequeños y la entrada de calor es insuficiente, por lo que la dirección de ajuste es aumentar adecuadamente los parámetros de soldadura, principalmente para aumentar la velocidad de alimentación del alambre y la corriente de soldadura, que se correlacionan positivamente. Sin embargo, a través de la soldadura de prueba, el problema de agrietamiento por flexión similar al de la Figura 3 todavía ocurre. Por lo tanto, se concuerda que el método de aumentar la velocidad de alimentación del alambre y la corriente de soldadura no es la dirección principal de ajuste, porque los parámetros de soldadura adoptados por los técnicos en la actualidad son más adecuados para controlar en el proceso de soldadura Si los parámetros se aumentan demasiado, habrá problemas como dificultades de operación y formación, por lo que la soldadura
Los parámetros solo son adecuados para un pequeño aumento.
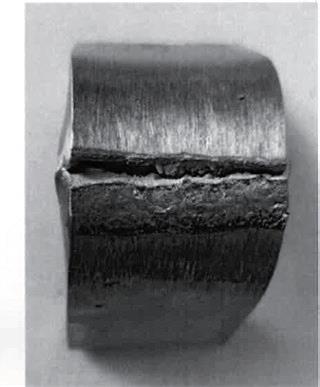
Espécimen agrietado
Figura 3 Posición de muestreo de la pieza de prueba de rendimiento y pieza de prueba de agrietamiento por flexión
Un análisis adicional muestra que es necesario aumentar adecuadamente el espacio entre los pares de ranuras de los 2,5 ~ 3,5 mm originales a 3 ~ 5 mm, para prolongar el tiempo de residencia del arco en ambos lados de la raíz durante la soldadura de raíces y aumentar adecuadamente el balanceo de la soldadura de raíces. Además, intente utilizar alambre de soldadura φ de 0,9 mm. A medida que disminuye el diámetro del alambre de soldadura, si se produce una cantidad similar de metal depositado por unidad de tiempo, es necesario aumentar la velocidad de alimentación del alambre y luego un poco de corriente de soldadura, lo que mejorará la fusión. Además, debido a la reducción del diámetro del alambre de soldadura, los técnicos pueden controlar el grupo de soldadura de la soldadura de raíces con mayor precisión en el proceso de soldadura, lo que generalmente se refleja en el caso de la alimentación de alambre de alta velocidad. Con la alimentación continua del alambre de soldadura, el arco y la fusión de raíces aún se pueden controlar con calma, y se ha mejorado la controlabilidad del proceso de soldadura.
Medidas de optimización
Para verificar las medidas optimizadas, la prueba de soldadura se llevó a cabo utilizando las tuberías de la prueba de simulación anterior.
(1) Optimización de los parámetros de soldadura: el espacio libre del conjunto de la ranura se ajusta a 3 ~ 5 mm, se utiliza alambre de soldadura φ de 0,9 mm y la velocidad de alimentación del alambre se ajusta a aproximadamente 5,08 m / min.
(2) Optimización de la operación de soldadura. Debido a que se aumenta el espacio entre los pares de ranuras, intente ajustar la amplitud de oscilación y el ángulo de soldadura de raíces en el proceso de soldadura y extienda adecuadamente el tiempo de residencia del arco en ambos lados del metal base durante la soldadura de raíces. Después de repetidos intentos, los técnicos generalmente reflejan que el proceso GMAW adopta la alimentación mecánica de alambre, por lo que la velocidad de alimentación de alambre es más rápida, y el ajuste del espacio libre de raíces es fino, y el espacio de raíces es limitado, por lo que es difícil controlar activamente la operación de prolongar el tiempo de residencia del arco en ambos lados de la raíz, lo que indica que los técnicos de soldadura no tienen una percepción obvia durante la operación de esta magnitud de cambio de ajuste. Después de adoptar las medidas de optimización anteriores, las piezas de prueba soldadas tienen una buena apariencia y están calificadas en pruebas no destructivas, y las pruebas de propiedades mecánicas posteriores y las pruebas de corrosión intergranular están calificadas, lo que verifica que el proceso de soldadura optimizado cumple con los requisitos estándar.
Conclusión
Al analizar las causas del agrietamiento por flexión de tubería de acero inoxidable 304 bajo las condiciones de proceso GMAW especificadas, y ajustar la combinación de parámetros de proceso como el espacio, el diámetro del alambre de soldadura y la velocidad de alimentación del alambre del grupo de ranuras, se obtuvo el buen rendimiento de la junta de tubería de acero inoxidable 304 bajo las condiciones de combinación del proceso de soldadura GMAW. En muchos estándares de soldadura, el proceso de soldadura GMAW requiere la prueba de flexión de juntas soldadas para verificar el problema de fusión del proceso de soldadura. Por lo tanto, al formular un proceso de soldadura GMAW adecuado, es necesario
Combinadas con las condiciones reales de trabajo, la combinación y combinación de los elementos de soldadura seleccionados se optimizan continuamente, y la estabilidad del proceso de soldadura se verifica repetidamente a través de pruebas experimentales.
1) El proceso GMAW-S (soldadura por arco metálico) se adopta para la soldadura de raíces, y el equipo de soldadura correspondiente se selecciona de varias marcas de renombre internacional.
2) El proceso GMAW-P (Metal Arc Welding Pulse Transition Arc Welding) se adopta para la soldadura en caliente, y el equipo de soldadura es el mismo que para la soldadura de raíces. Los métodos y equipos de soldadura para otras superficies de relleno y cobertura no están limitados.
3) El material de soldadura es alambre de soldadura de núcleo sólido ER308L, que tiene ciertos requisitos para el contenido de silicio en el alambre de soldadura, es decir, el contenido de silicio debe ser ligeramente superior al del alambre de soldadura tradicional.
4) El gas de protección de soldadura es 98% argón + 2% CO2, y el gas de protección posterior es argón puro.
5) La calificación del procedimiento de soldadura cumplirá con los requisitos pertinentes de ASME B31,3 y ASME IX, y la prueba de corrosión intergranular de las juntas soldadas se llevará a cabo de acuerdo con el método ASTM A262 PracticeE.
Prueba de presoldadura
Después de peinar e implementar todos los aspectos del proceso de soldadura, se seleccionó el soldador GMAW adecuado y el alambre de soldadura ER308L para realizar la prueba de soldadura preliminar. El proceso GMAW-S es adecuado para la soldadura de raíces de acero inoxidable. Su salida de corriente y su tecnología única de control de forma de onda son más adecuadas para la soldadura de raíces. La fusión de raíces es completa y uniforme, las salpicaduras de soldadura son pequeñas, la eficiencia de soldadura es alta y la entrada de calor es pequeña. Sus características de salida se muestran en la Figura 1. Después de una semana de prueba de soldadura, los técnicos de soldadura se han adaptado inicialmente a los procesos GMAW-S y GMAW-P para soldar acero inoxidable 304, y la operación de soldadura y la formación de soldaduras tienden a ser estables. Por lo tanto, están listos para pasar de la soldadura de prueba a la investigación y prueba de parámetros de soldadura y propiedades físicas y químicas de las juntas soldadas.
A) Control de forma de onda de GMAW-s
B) formación de soldadura de raíces
Figura 1 características de salida de la soldadura de raíces GMAW-S
Material de prueba
304 tubería de acero inoxidable con φ 355,6 mm y un espesor de pared de 11 mm fue seleccionado como material base, y ER308L con φ 1,0 mm fue seleccionado como alambre de soldadura. La posición de soldadura es 5G. Se seleccionan tuberías de acero de este tamaño para soldar, y es necesario soldar 4 capas: se adopta el proceso GMAW-S para la soldadura de raíces, se adopta el proceso GMAW-P para soldadura y llenado en caliente, y se adopta el proceso GMAW-P para la superficie de cobertura. Bajo la condición de una carga de trabajo baja, se pueden investigar integralmente los siguientes aspectos: características de salida de los métodos de soldadura, operación de soldadura en todas las posiciones, fusión y formación de perlas de soldadura, etc.
Forma de ranura
La ranura adopta el 75 de un solo lado recomendado por el estándar ASME B31,3, como se muestra en la Figura 2. Debido a que el proceso GMAW-S es de alimentación de alambre semiautomática, la velocidad de soldadura es rápida y la entrada de calor de soldadura es pequeña, por lo que el borde romo de la ranura es de casi 0 mm. Solo antes de ensamblar la ranura, muele la raíz con una amoladora para eliminar las rebabas que puedan quedar después de cortar la raíz. El espacio del par es de 2,5 a 3,5 mm. Según los comentarios del técnico de soldadura, este rango de espacios es el más fácil para operaciones de formación de soldadura en todas las posiciones.
Figura 2 Forma de la ranura de prueba
Parámetro de soldadura
En el proceso de soldadura real, se soldaron dos muestras, y los valores promedio de los parámetros de soldadura se muestran en la Tabla 1. Bajo este parámetro, el cordón de soldadura del espécimen es bueno en apariencia y la formación de soldadura es simétrica. La formación de apariencia de ambos lados del cordón de soldadura cumple con los requisitos de apariencia del estándar ASME, y ha pasado la inspección de apariencia de ingenieros e inspectores.
| Capa | Técnica | Velocidad de alimentación del alambre / m · min-1 | Voltaje de arco / V | Corriente de soldadura / UNA | Velocidad de soldadura / mm · min-1 | Entrada de calor / kJ · mm-1 |
| Tocando fondo | GMAW-S | 4,45 | 15,7 | 105 | 110 | 0.7-0.9 |
| llenado | GMAW-P | 4,32 | 18,6 | 97 | 120 | 1.0-1.4 |
| Superficie | GMAW-P | 3.94 | 18,6 | 97 | 130 | 1.0-1.3 |
Examen no destructivo
La inspección de partículas magnéticas y rayos X se llevará a cabo en muestras soldadas, y se aplicarán las normas ASME VIII para la inspección de partículas magnéticas, y se aplicarán las normas ASMEB31,3 para la inspección y el juicio de rayos X. Los resultados de las pruebas no destructivas cumplen todos los requisitos pertinentes de la norma y se consideran calificados.
Prueba de propiedades físicas y químicas
De acuerdo con los requisitos relevantes de la norma ASME IX, se probaron las propiedades mecánicas de las juntas soldadas. Se seleccionaron cuatro probetas de flexión lateral, dos probetas de tracción de sección transversal reducida, tres grupos de probetas de impacto a baja temperatura y dos probetas macroscópicas, y se determinó el contenido de ferrita de las juntas soldadas [1]. Además, se tomaron tres probetas de corrosión intergranular y se probaron las juntas soldadas según el método ASTM A262 Practica E.
Después de la prueba, la grieta de la raíz apareció en el espécimen de flexión lateral, y la grieta de la raíz también apareció en la prueba de flexión de la raíz después de la corrosión intergranular, lo que indicaba que había un problema en la fusión de la raíz del espécimen soldado. Aunque no se encontraron defectos superiores al estándar en NDT, se sospecha altamente que ocurrió el problema del labio frío de la raíz. Una junta de labio frío es un término de defecto de soldadura no estándar utilizado por la tecnología AWS y los documentos estándar al describir un defecto en las juntas soldadas GMAW. El llamado labio frío, de hecho, no se fusiona, lo que a menudo ocurre fácilmente en las soldaduras GMAW. Una junta de regazo frío es diferente de la junta no fusionada en un sentido general, que se caracteriza por un pequeño tamaño de defecto, y no es fácil de detectar por métodos comunes como la inspección visual y RT. Los resultados muestran que las causas del regazo frío son salpicaduras en los pies de ambos lados de la piscina fundida, el desbordamiento de la piscina fundida y la combinación de los dos anteriores, y el tamaño del regazo frío es de 0,01 ~ 1,5 mm. Entre ellos, la gran junta de regazo frío es fácil de observar visualmente, mientras que la junta de regazo frío de 10 micras es difícil de encontrar mediante pruebas no destructivas.
Análisis de causas y medidas de optimización de cracking
Debido a que existen grietas en casi todas las posiciones circunferenciales de la tubería, y en las posiciones adyacentes de las probetas dobladas agrietadas, las probetas dobladas con de muestreo complementario también tienen diferentes grados de problemas de agrietamiento. En un principio, se considera que la razón principal de la mala fusión radicular es que los parámetros de soldadura son pequeños y la entrada de calor es insuficiente, por lo que la dirección de ajuste es aumentar adecuadamente los parámetros de soldadura, principalmente para aumentar la velocidad de alimentación del alambre y la corriente de soldadura, que se correlacionan positivamente. Sin embargo, a través de la soldadura de prueba, el problema de agrietamiento por flexión similar al de la Figura 3 todavía ocurre. Por lo tanto, se concuerda que el método de aumentar la velocidad de alimentación del alambre y la corriente de soldadura no es la dirección principal de ajuste, porque los parámetros de soldadura adoptados por los técnicos en la actualidad son más adecuados para controlar en el proceso de soldadura Si los parámetros se aumentan demasiado, habrá problemas como dificultades de operación y formación, por lo que la soldadura
Los parámetros solo son adecuados para un pequeño aumento.
Espécimen agrietado
Figura 3 Posición de muestreo de la pieza de prueba de rendimiento y pieza de prueba de agrietamiento por flexión
Un análisis adicional muestra que es necesario aumentar adecuadamente el espacio entre los pares de ranuras de los 2,5 ~ 3,5 mm originales a 3 ~ 5 mm, para prolongar el tiempo de residencia del arco en ambos lados de la raíz durante la soldadura de raíces y aumentar adecuadamente el balanceo de la soldadura de raíces. Además, intente utilizar alambre de soldadura φ de 0,9 mm. A medida que disminuye el diámetro del alambre de soldadura, si se produce una cantidad similar de metal depositado por unidad de tiempo, es necesario aumentar la velocidad de alimentación del alambre y luego un poco de corriente de soldadura, lo que mejorará la fusión. Además, debido a la reducción del diámetro del alambre de soldadura, los técnicos pueden controlar el grupo de soldadura de la soldadura de raíces con mayor precisión en el proceso de soldadura, lo que generalmente se refleja en el caso de la alimentación de alambre de alta velocidad. Con la alimentación continua del alambre de soldadura, el arco y la fusión de raíces aún se pueden controlar con calma, y se ha mejorado la controlabilidad del proceso de soldadura.
Medidas de optimización
Para verificar las medidas optimizadas, la prueba de soldadura se llevó a cabo utilizando las tuberías de la prueba de simulación anterior.
(1) Optimización de los parámetros de soldadura: el espacio libre del conjunto de la ranura se ajusta a 3 ~ 5 mm, se utiliza alambre de soldadura φ de 0,9 mm y la velocidad de alimentación del alambre se ajusta a aproximadamente 5,08 m / min.
(2) Optimización de la operación de soldadura. Debido a que se aumenta el espacio entre los pares de ranuras, intente ajustar la amplitud de oscilación y el ángulo de soldadura de raíces en el proceso de soldadura y extienda adecuadamente el tiempo de residencia del arco en ambos lados del metal base durante la soldadura de raíces. Después de repetidos intentos, los técnicos generalmente reflejan que el proceso GMAW adopta la alimentación mecánica de alambre, por lo que la velocidad de alimentación de alambre es más rápida, y el ajuste del espacio libre de raíces es fino, y el espacio de raíces es limitado, por lo que es difícil controlar activamente la operación de prolongar el tiempo de residencia del arco en ambos lados de la raíz, lo que indica que los técnicos de soldadura no tienen una percepción obvia durante la operación de esta magnitud de cambio de ajuste. Después de adoptar las medidas de optimización anteriores, las piezas de prueba soldadas tienen una buena apariencia y están calificadas en pruebas no destructivas, y las pruebas de propiedades mecánicas posteriores y las pruebas de corrosión intergranular están calificadas, lo que verifica que el proceso de soldadura optimizado cumple con los requisitos estándar.
Conclusión
Al analizar las causas del agrietamiento por flexión de tubería de acero inoxidable 304 bajo las condiciones de proceso GMAW especificadas, y ajustar la combinación de parámetros de proceso como el espacio, el diámetro del alambre de soldadura y la velocidad de alimentación del alambre del grupo de ranuras, se obtuvo el buen rendimiento de la junta de tubería de acero inoxidable 304 bajo las condiciones de combinación del proceso de soldadura GMAW. En muchos estándares de soldadura, el proceso de soldadura GMAW requiere la prueba de flexión de juntas soldadas para verificar el problema de fusión del proceso de soldadura. Por lo tanto, al formular un proceso de soldadura GMAW adecuado, es necesario
Combinadas con las condiciones reales de trabajo, la combinación y combinación de los elementos de soldadura seleccionados se optimizan continuamente, y la estabilidad del proceso de soldadura se verifica repetidamente a través de pruebas experimentales.
