Mejora de la primera tasa de paso de válvulas de retención de elevación
Número de serie | Nombre de la pieza | Conclusión | Número de serie | Nombre de la pieza | Conclusión | ||
1 | Cuerpo de la válvula | Intacto | Aceptable | 1 | Asiento de válvula | Rasgado | Inaceptable |
2 | Cuerpo de la válvula | Rasgado | Inaceptable | 2 | Asiento de válvula | Rasgado | Inaceptable |
3 | Cuerpo de la válvula | Intacto | Aceptable | 3 | Asiento de válvula | Intacto | Aceptable |
4 | Cuerpo de la válvula | Intacto | Aceptable | 4 | Asiento de válvula | Rasgado | Inaceptable |
5 | Cuerpo de la válvula | Rasgado | Inaceptable | 5 | Asiento de válvula | Dañado | Inaceptable |
6 | Cuerpo de la válvula | Dañado | Inaceptable | 6 | Asiento de válvula | Intacto | Aceptable |
7 | Cuerpo de la válvula | Intacto | Aceptable | 7 | Asiento de válvula | Rasgado | Inaceptable |
8 | Cuerpo de la válvula | Intacto | Aceptable | 8 | Asiento de válvula | Rasgado | Inaceptable |
9 | Cuerpo de la válvula | Intacto | Aceptable | 9 | Asiento de válvula | Rasgado | Inaceptable |
10 | Cuerpo de la válvula | Intacto | Aceptable | 10 | Asiento de válvula | Rasgado | Inaceptable |
Los resultados de la inspección indican que 5 de las 10 superficies de sellado del cuerpo de la válvula y 7 de las 10 superficies de sellado del disco de la válvula eran deficientes. Para abordar este problema, el proceso de fabricación se revisó de la siguiente manera:
Proceso revisado: Mecanizado → Impresión de número de lote → Rectificado (lapeado áspero) → PT de todas las superficies accesibles → Almacenamiento → Kitting → Limpieza → Lapeado fino, coincidencia y pulido del cuerpo de la válvula y superficies de sellado de discos → PT de sellado de superficies → Limpieza y secado → Ensamblaje → Pruebas → Soldadura de sellos (Si los hay) → PT de costuras de soldadura (si las hay) → Limpieza y secado → Embalaje
Durante la identificación de los factores clave, se observó que las colisiones que se producen durante el manejo de piezas comprometieron significativamente la calidad de las superficies de sellado. Una revisión de los documentos de proceso relevantes reveló que no se especificaron medidas de protección para el cuerpo de la válvula o las superficies de sellado del disco durante la manipulación. A continuación, se realizaron controles in situ y el estado de protección de las superficies de sellado se resume en la Tabla 3.
Tabla 3. Protección del cuerpo de la válvula y las superficies de sellado del disco
No. | Pieza comprobada al contado | Descripción del proceso | Ubicación de la protección de la superficie de sellado |
1 | Disco de la válvula | Estación de inspección después de la molienda | Ninguno (Sin pallet) |
2 | Cuerpo de la válvula | Estación de molienda después del mecanizado | Ninguno (Sin pallet) |
La inspección in situ reveló que los cuerpos de las válvulas y los discos se dejaron sin protección durante las pruebas de limpieza y montaje. Además, se apilaron varios discos juntos en una caja de transferencia. Durante el manejo de la carretilla elevadora, ocurrieron colisiones, lo que resultó en abolladuras y arañazos en las superficies de sellado del disco, lo que causó fallas en la prueba de hermeticidad del disco. Se recuperó un conjunto de discos del área de molienda y se transportó en una caja de transferencia al área de prueba no destructiva. La reinspección reveló que cuatro discos presentaban diversos grados de abolladuras y arañazos en sus superficies de sellado. Para minimizar tales daños, se han implementado medidas de protección adicionales basadas en el proceso de fabricación real. Las superficies de sellado de discos ahora deben almacenarse en cajas revestidas de espuma durante la manipulación para evitar colisiones entre los componentes.
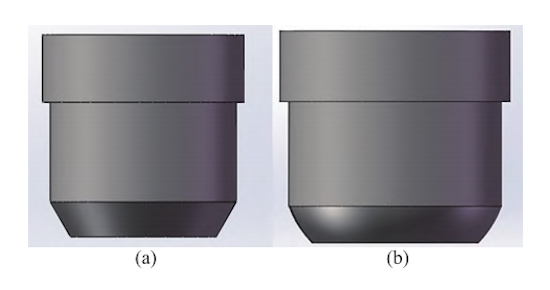
Para verificar el impacto de la modificación estructural del conjunto de sello, los conjuntos de sello de disco se refabricaron de acuerdo con los nuevos dibujos y requisitos del proceso. El proceso de mecanizado de discos se supervisó de cerca para garantizar tanto la precisión del mecanizado como el cumplimiento del programa de producción. Después de estas mejoras, se repitió la prueba de sellado del disco y se midieron las tasas de fuga de la válvula. Los resultados se resumen en la Tabla 4. todos los registros de prueba de rendimiento de la válvula pasaron, y las tasas de fuga de prueba del sello del disco cumplieron con los requisitos especificados. Esto demuestra que el conjunto de sello esférico asegura efectivamente una alta tasa de paso en la prueba de hermeticidad del disco y mejora la tasa de primer paso general en la prueba de fábrica de la válvula.
Tabla 4. Registro de prueba de rendimiento de la válvula
Número de serie | Conclusión | |
1 | Intacto | Aprobado |
2 | Intacto | Aprobado |
3 | Intacto | Aprobado |
4 | Intacto | Aprobado |
5 | Intacto | Aprobado |
6 | Intacto | Aprobado |
7 | Intacto | Aprobado |
8 | Intacto | Aprobado |
9 | Intacto | Aprobado |
10 | Intacto | Aprobado |
Después de los ajustes del proceso, los resultados de la inspección in situ mejoraron significativamente. No se encontraron lotes de productos que tengan superficies de sellado no calificadas causadas por problemas relacionados con el proceso. Los detalles se proporcionan en la Tabla 5. Esto confirma que los ajustes del proceso resolvieron efectivamente los problemas que afectan la calidad del cuerpo de la válvula y las superficies de sellado del disco.
Tabla 5. Cuerpo de la válvula y disco de sellado de superficie de registro de calidad
No. | Nombre de la pieza | Conclusión | |
1 | Cuerpo de la válvula | Intacto | Aprobado |
1 | Asiento de válvula | Intacto | Aprobado |
2 | Cuerpo de la válvula | Intacto | Aprobado |
2 | Asiento de válvula | Intacto | Aprobado |
3 | Cuerpo de la válvula | Intacto | Aprobado |
3 | Asiento de válvula | Intacto | Aprobado |
4 | Cuerpo de la válvula | Intacto | Aprobado |
4 | Asiento de válvula | Intacto | Aprobado |
5 | Cuerpo de la válvula | Intacto | Aprobado |
5 | Asiento de válvula | Intacto | Aprobado |
6 | Cuerpo de la válvula | Intacto | Aprobado |
6 | Asiento de válvula | Intacto | Aprobado |
7 | Cuerpo de la válvula | Intacto | Aprobado |
7 | Asiento de válvula | Intacto | Aprobado |
8 | Cuerpo de la válvula | Intacto | Aprobado |
8 | Asiento de válvula | Intacto | Aprobado |
9 | Cuerpo de la válvula | Intacto | Aprobado |
9 | Asiento de válvula | Intacto | Aprobado |
10 | Cuerpo de la válvula | Intacto | Aprobado |
10 | Asiento de válvula | Intacto | Aprobado |
Después de implementar los requisitos de protección de la rotación, se realizaron inspecciones aleatorias en las estaciones de limpieza y molienda. Los resultados mostraron que el 100% de los discos de válvula cumplían con las medidas de protección de rotación. Se tomaron muestras de diez discos de válvula para la inspección de la superficie de sellado, y todos pasaron. Las inspecciones en las estaciones de limpieza confirmaron que los operadores cumplieron completamente los requisitos de la caja de rotación dedicada, asegurando una protección completa de las superficies de sellado del disco (ver Figura 3).

Figura 3. Resultados de inspección de superficie de sellado de protección de rotación de disco de válvula
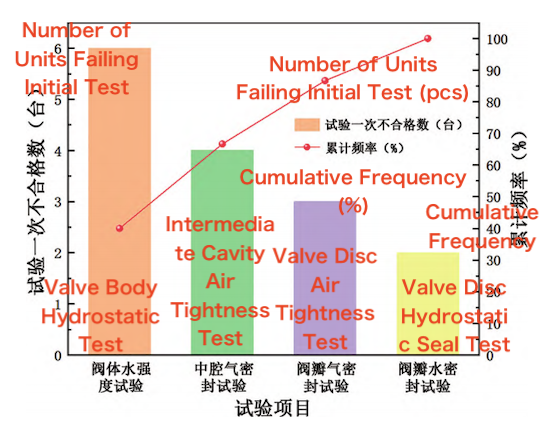
Después de implementar las medidas de mejora, las válvulas de retención de elevación posteriores se probaron según lo programado. Las estadísticas de seguimiento para el segundo lote de 580 válvulas mostraron que la tasa de primer paso para las pruebas de fábrica aumentó a 97.41%, frente al 62.3% antes de las mejoras. Esto supera la tasa objetivo de primer paso del 95%. Para evaluar la eficacia de las contramedidas, se recogieron estadísticas de fallos de primer paso para el segundo lote. Los resultados se presentan en la Figura 4 y en la Tabla 5, El análisis indica que los fallos en la prueba de hermeticidad del disco de la válvula se redujeron significativamente después de la implementación de las mejoras. En comparación con la tasa de primer paso previa a la mejora del 62.8%, la tasa potencial de fracaso del primer paso se redujo en un 34.6%.
Tabla 5. Estadísticas de tasa de falla de prueba única para pruebas de válvula de retención de elevación
No. | Elemento de prueba | Pruebas totales (unidades) | Fallas de prueba (unidades) | Tasa de fallos (%) | Frecuencia acumulada (%) |
1 | Prueba de fuerza del agua del cuerpo de válvula | 580 | 6 | 1,03 | 40 |
2 | Prueba de estanqueidad al aire de cavidad | 580 | 4 | 0,69 | 66,67 |
3 | Prueba de tirantez del aire del disco | 580 | 3 | 0,52 | 86,67 |
4 | Prueba de tirantez del agua del disco | 580 | 2 | 0,34 | 100 |
Estos resultados confirman que las medidas implementadas (modificar la estructura de sellado del disco, ajustar el proceso de fabricación y mejorar la protección de rotación) mejoraron efectivamente la tasa de primer paso y aseguraron una calidad de válvula consistente.
