Al corriente nov 21, 2022
Grietas superficiales de tubos sin soldadura de acero inoxidable de diámetro pequeño
Los defectos de grietas superficiales tienen una gran influencia en la calidad de los Pipa de acero inoxidable sin costuras en el proceso de fabricación y la seguridad de uso después de la entrega, lo que es un defecto inaceptable. Por lo tanto, es necesario analizar las características macroscópicas de las grietas superficiales de las tuberías sin costura de acero inoxidable, descubrir las causas de las grietas y presentar medidas de mejora.
Características macroscópicas de grietas superficiales de tuberías de acero
Tomando la tubería sin costura de acero inoxidable 0Cr18Ni9 con especificación φ 10mm × 1mm como ejemplo, la ruta del proceso es la siguiente: perforación de acero redondo → decapado → molienda → laminado en frío de productos intermedios → desengrasado → tratamiento térmico (solución sólida) en horno de gas natural → decapado → molienda → laminado en frío de productos terminados → desengrasado → tratamiento térmico brillante (solución sólida) de productos terminados → enderezamiento → corte de tubería a longitud e inspección de productos terminados. La tubería sin costura de acero inoxidable tuvo una fuga durante la prueba de estanqueidad del producto terminado. La inspección visual encontró que había un defecto longitudinal en la superficie exterior, que se sospechaba que era una grieta a través de la dirección del espesor de la pared. Después de la observación anatómica, hay una grieta en la posición correspondiente, y la sección transversal se puede ver a través, como se muestra en la Figura 1.
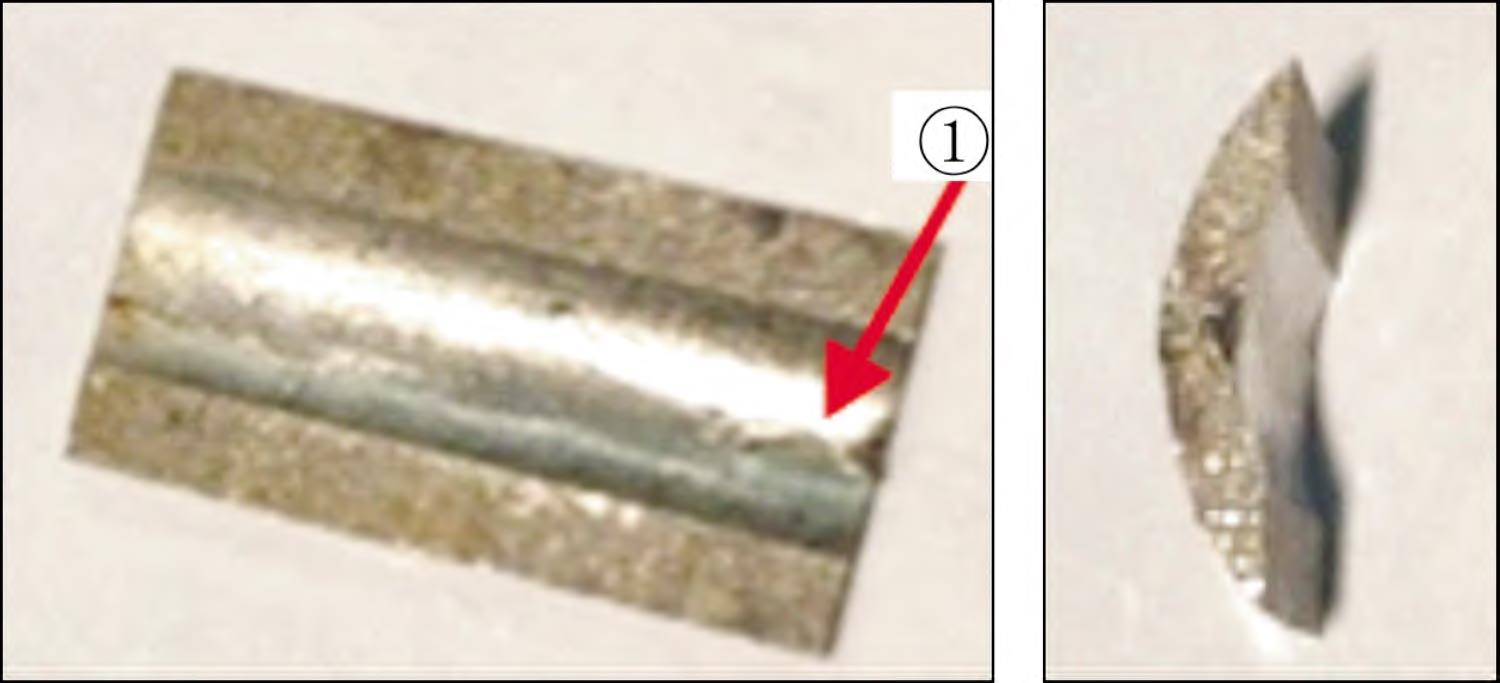
FIG. 1 la pared interna macroscópica y la sección transversal de la tubería sin costura de acero inoxidable después de la disección
Análisis físico-químico
Se tomaron muestras de tubos sin costura de acero inoxidable φ 10mm × 1mm no calificados con fugas durante una prueba de estanqueidad al aire, y se realizó un análisis físico y químico.
1. Inspección de Composición Química
La composición química de la muestra se analizó de acuerdo con GB / T 11170 - 2016 "Determinación del contenido de múltiples elementos en acero inoxidable", y los resultados se muestran en la Tabla 1. Después de la comparación, su composición cumple con los requisitos del material 0Cr18Ni9 especificado en GB / T 14976 - 2002 "tubo de acero inoxidable sin costura para transporte de fluidos", y no hay anormalidad obvia en la composición principal de la matriz.
2. Análisis de las propiedades mecánicas a temperatura ambiente
(1)Propiedades de tracción. De acuerdo con GB / T 228.1-2010 "Ensayo de tracción de materiales metálicos Parte 1: Métodos de prueba de temperatura ambiente", se lleva a cabo la prueba de tracción a temperatura ambiente. Los resultados se muestran en la tabla 2. Se encuentra que la resistencia y la plasticidad de la tubería sin costura de acero inoxidable φ 10mm × 1mm son mejores que los requisitos de la norma GB / T14976.
Tabla 1 Composición química (fracción de masa) de φ 10mm × 1mm tubo sin costura de acero inoxidable
Tabla 2 Propiedades mecánicas de tubos sin costura de acero inoxidable con especificación φ 10mm × 1mm a temperatura ambiente
(2)Prueba de flameado y aplanamiento. De acuerdo con GB / T 242 - 2007 "Método de prueba de encendido para tubos metálicos" y GB / T 246 - 2017 "Método de prueba de destello para tubos metálicos", se llevaron a cabo las pruebas de encendido y aplanamiento. Se selecciona un núcleo de empuje cónico con un ángulo de empuje de 60%, la tasa de encendido de diámetro exterior es del 10%, y no hay grietas o grietas en la pared de la tubería después de encender; Al mismo tiempo, después de la prueba de aplanamiento, no hay grietas o grietas en las paredes internas y externas de las tuberías de acero.
3. Prueba de rendimiento de corrosión intergranular
De acuerdo con GB / T 4334 - 2020 "Método de prueba para la corrosión de austenita y ferrita-austenita (de doble fase) acero inoxidable" E, se llevó a cabo la prueba de corrosión de sulfato de cobre -16% ácido sulfúrico. Después de doblar 180, no había grietas de corrosión intergranular en la superficie de la muestra.
4. Análisis Metalográfico
Los defectos fueron cortados e incrustados por corte de alambre, pulidos y electrolizados con una solución de ácido oxálico al 10%, luego limpiados por ondas ultrasónicas y observados bajo un microscopio metalográfico. La grieta recorre oblicuamente a través del espesor de la pared en un ángulo de 45 ° con la pared de la tubería; Hay una bifurcación en el medio de la grieta, el ancho de la grieta en la dirección interna de la pared de la tubería es más amplio que el de la dirección exterior, y el fondo de la grieta en el lado interno está obviamente doblado. La carburación y el grano fino aparecieron en el grano cerca del centro de la grieta, y la bifurcación era obvia. A juzgar por la forma de la grieta, la grieta ha sufrido una propagación secundaria. Tome una muestra longitudinal cerca de los defectos del cuerpo de la tubería (posición 1 en la Figura 1), observe su estructura metalográfica y califique las inclusiones no metálicas de acuerdo con el método A de GB / T 10561 - 2005 Método de inspección microscópica de la tabla de calificación estándar para el contenido de inclusiones no metálicas en acero. En la microestructura, excepto para las inclusiones finas de Clase B y Clase D, que son 1,0 y 0,5 respectivamente, el resto es 0. Se puede ver que el contenido de inclusiones no metálicas en el área de matriz es normal.
5. Análisis por microscopio electrónico de barrido
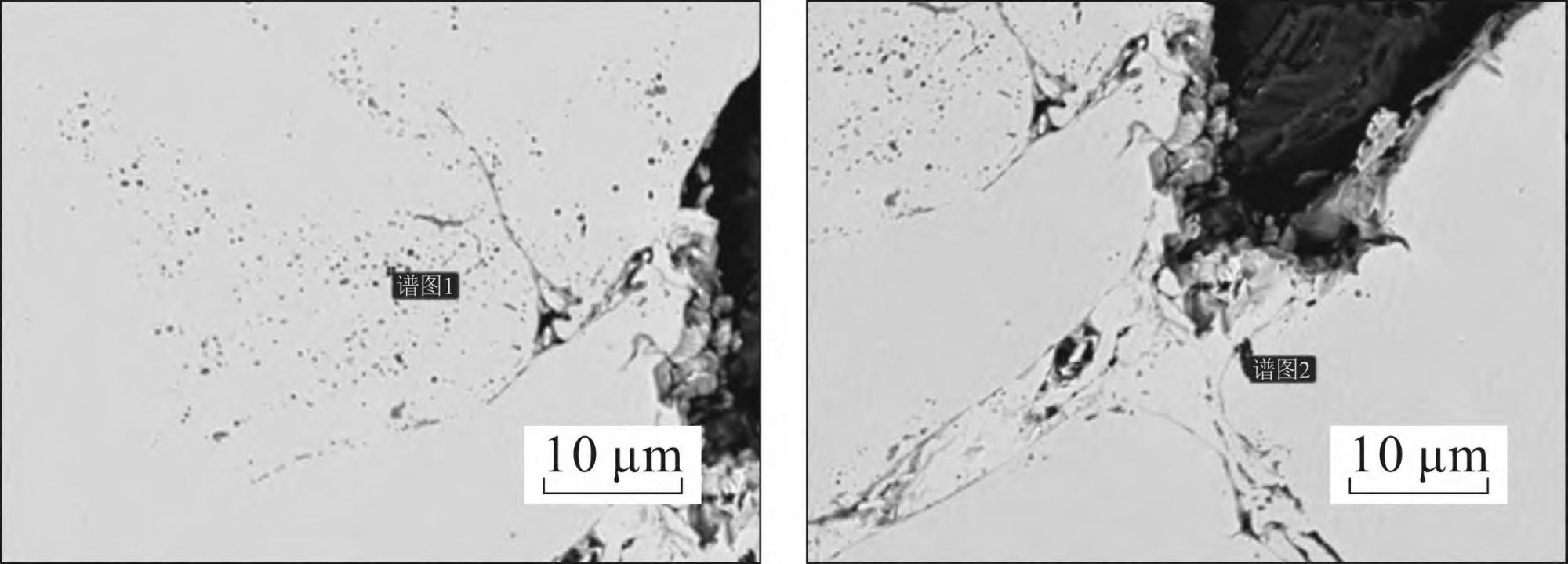
El análisis del microscopio electrónico de barrido muestra que hay un gran número de puntos y bloqueos sospechosos de inclusiones en el defecto. Algunos puntos fueron seleccionados para el análisis del espectro de energía de la inclusión sospechosa. La morfología del defecto bajo un microscopio electrónico de barrido se muestra en la Figura 2, y los resultados del análisis del espectro de energía se muestran en la Tabla 3. En comparación con la composición de la matriz, el contenido de Si y Al en los dos puntos anteriores es anormalmente alto, por lo que se puede juzgar que hay inclusiones de óxido de silicio y óxido de aluminio en estos dos puntos.
(a)Morfología 1
(b)Morfología 2
FIG. 2 Morfología de defecto de tubería sin costura de acero inoxidable bajo un microscopio electrónico de barrido
Tabla 3 Resultados del análisis del espectro de energía (fracción de masa) de defectos de tubería sin costura de acero inoxidable
Análisis de las causas de crack
Al observar la morfología de la grieta, se encuentra que la grieta se extiende oblicuamente en un ángulo de 45 ° con la pared interior. Debido a que la tubería en sí tiene buenas propiedades mecánicas y alta ductilidad, se puede descartar que se enrolle y pliegue debido al laminación en frío. El ancho de la grieta se desarrolla de grueso a fino, y la bifurcación se produce en el medio, lo que indica que a través de la grieta no se forma a la vez. En el proceso de laminación en frío, la tubería de acero se somete a tensión de compresión tridimensional, y la dirección del grosor de la pared se deforma y extiende principalmente por tensión de compresión bidimensional y resistencia a la fricción bidimensional. La grieta original se expande bajo la tensión, y el fondo de la grieta es irregular, por lo que es fácil formar bifurcación, y la grieta expandida es más delgada que el defecto original. Al analizar la microestructura cerca de la grieta, se encuentra que existe una capa de grano fino en la bifurcación. Las razones de este fenómeno son: hay defectos de grietas en la tubería antes del laminación en frío, el aceite de laminación entra en la grieta durante el laminación en frío, y el aceite de laminación en el espacio de grieta no se puede limpiar completamente cuando se elimina el aceite, mientras que el aceite de laminación y el agente desengrasante son ricos en materia orgánica, y el aceite de laminación restante en la grieta se carburan después del tratamiento térmico. Cuanto mayor sea el contenido de carbono en el acero, mayor será la tasa de nucleación, lo que resulta en la formación de una fina capa de cristal. Por lo tanto, este defecto ya ha aparecido en la pasada anterior, en lugar del producto terminado o el producto terminado después del laminación en frío. A partir del análisis de los resultados de SEM, se puede juzgar que hay alúmina concentrada y inclusiones de sílice en el área local de la muestra. Tales inclusiones generalmente provienen de la fundición o fundición, lo que resulta en defectos en acero redondo. En el proceso posterior de deformación de perforación y laminación en frío, se ven afectados por el procesamiento a presión, formando así grietas y penetrando a través del espesor de la pared, lo que resulta en fugas durante la prueba de estanqueidad al aire. Por lo tanto, la grieta penetrante existe en el tubo original en blanco en sí, en lugar de ser expandido y agrietado por la presión durante la prueba de estanqueidad al aire.
Medidas de mejora
Al tomar medidas razonables para controlar las grietas en el proceso de producción de tuberías sin costura de acero inoxidable, la calidad de los productos se puede mejorar aún más.
(1)Aceptación de materias primas. Para el acero inoxidable de pequeño diámetro, se formula las condiciones técnicas para la compra de tubos especiales en blanco, y se cuantifican en detalle el contenido incluido y la calidad de la superficie externa. Durante la reinspección de las materias primas, es importante comprobar el nivel de inclusión para evitar defectos cuando se procesan en productos terminados.
(2)Fortalecer la molienda de las tuberías de residuos. Fortalecer la inspección visual, marcar los defectos encontrados y aislar las tuberías de acero defectuosas; Con la ayuda de la inspección visual, como un endoscopio, se localizan los defectos en la pared interna de la tubería de acero, y luego los defectos se pulieron por molienda de punto fijo.
(3)Incrementar las pruebas no destructivas. Formulare criterios de aceptación razonables, realice detección de defectos ultrasónicos en las tuberías de acero antes del laminado en frío, marque y aísle las tuberías de acero defectuosas y las molienda en puntos fijos para eliminar defectos.
(4)Volver a inspeccionar las tuberías de acero de tierra de punto fijo mencionadas anteriormente con el mismo método de detección y ponerlas en producción si están calificadas, para evitar que los productos no calificados fluyan al siguiente procedimiento de trabajo.
Conclusión
Hubo una fuga en la tubería de acero inoxidable sin costura de φ 10mm × 1mm hecha de material 0Cr18Ni9 durante la prueba de estanqueidad al aire del producto terminado, y se encontró que había una grieta en la superficie exterior que corre a través de la dirección del espesor de la pared. Según el análisis, hay inclusiones en el tubo perforado en blanco, y se forman grietas durante el proceso de perforación, pero los defectos no se eliminan en el proceso de producción posterior, lo que lleva a una mayor expansión de las grietas en el proceso de laminación en frío y finalmente penetra en la pared del tubo.
Características macroscópicas de grietas superficiales de tuberías de acero
Tomando la tubería sin costura de acero inoxidable 0Cr18Ni9 con especificación φ 10mm × 1mm como ejemplo, la ruta del proceso es la siguiente: perforación de acero redondo → decapado → molienda → laminado en frío de productos intermedios → desengrasado → tratamiento térmico (solución sólida) en horno de gas natural → decapado → molienda → laminado en frío de productos terminados → desengrasado → tratamiento térmico brillante (solución sólida) de productos terminados → enderezamiento → corte de tubería a longitud e inspección de productos terminados. La tubería sin costura de acero inoxidable tuvo una fuga durante la prueba de estanqueidad del producto terminado. La inspección visual encontró que había un defecto longitudinal en la superficie exterior, que se sospechaba que era una grieta a través de la dirección del espesor de la pared. Después de la observación anatómica, hay una grieta en la posición correspondiente, y la sección transversal se puede ver a través, como se muestra en la Figura 1.
FIG. 1 la pared interna macroscópica y la sección transversal de la tubería sin costura de acero inoxidable después de la disección
Análisis físico-químico
Se tomaron muestras de tubos sin costura de acero inoxidable φ 10mm × 1mm no calificados con fugas durante una prueba de estanqueidad al aire, y se realizó un análisis físico y químico.
1. Inspección de Composición Química
La composición química de la muestra se analizó de acuerdo con GB / T 11170 - 2016 "Determinación del contenido de múltiples elementos en acero inoxidable", y los resultados se muestran en la Tabla 1. Después de la comparación, su composición cumple con los requisitos del material 0Cr18Ni9 especificado en GB / T 14976 - 2002 "tubo de acero inoxidable sin costura para transporte de fluidos", y no hay anormalidad obvia en la composición principal de la matriz.
2. Análisis de las propiedades mecánicas a temperatura ambiente
(1)Propiedades de tracción. De acuerdo con GB / T 228.1-2010 "Ensayo de tracción de materiales metálicos Parte 1: Métodos de prueba de temperatura ambiente", se lleva a cabo la prueba de tracción a temperatura ambiente. Los resultados se muestran en la tabla 2. Se encuentra que la resistencia y la plasticidad de la tubería sin costura de acero inoxidable φ 10mm × 1mm son mejores que los requisitos de la norma GB / T14976.
| proyecto | do | Si | Minnesota | PAG | S | Cr | Ni | Al |
| Valor medido | 0.02 | 0.48 | 1.75 | 0.031 | 0.011 | 18.51 | 8.92 | 0,002 5 |
| GB / T 14976 Requisitos | ≤ 0,08 | ≤ 1,00 | ≤ 2,00 | ≤ 0.035 | ≤ 0,030 | 18.00~20.00 | 8.00~11.00 |
| proyecto | Fuerza de tracción | Rm / MPa | yield fuerza | Rp0.2 / MPa | Extensibilidad | A /% |
| 1 | 2 | 1 | 2 | 1 | 2 | |
| Valor medido | 707 | 705 | 220 | 243 | 61 | 63 |
| GB / T 14976 | ≥ 520 | ≥ 205 | ≥ 35 | |||
(2)Prueba de flameado y aplanamiento. De acuerdo con GB / T 242 - 2007 "Método de prueba de encendido para tubos metálicos" y GB / T 246 - 2017 "Método de prueba de destello para tubos metálicos", se llevaron a cabo las pruebas de encendido y aplanamiento. Se selecciona un núcleo de empuje cónico con un ángulo de empuje de 60%, la tasa de encendido de diámetro exterior es del 10%, y no hay grietas o grietas en la pared de la tubería después de encender; Al mismo tiempo, después de la prueba de aplanamiento, no hay grietas o grietas en las paredes internas y externas de las tuberías de acero.
3. Prueba de rendimiento de corrosión intergranular
De acuerdo con GB / T 4334 - 2020 "Método de prueba para la corrosión de austenita y ferrita-austenita (de doble fase) acero inoxidable" E, se llevó a cabo la prueba de corrosión de sulfato de cobre -16% ácido sulfúrico. Después de doblar 180, no había grietas de corrosión intergranular en la superficie de la muestra.
4. Análisis Metalográfico
Los defectos fueron cortados e incrustados por corte de alambre, pulidos y electrolizados con una solución de ácido oxálico al 10%, luego limpiados por ondas ultrasónicas y observados bajo un microscopio metalográfico. La grieta recorre oblicuamente a través del espesor de la pared en un ángulo de 45 ° con la pared de la tubería; Hay una bifurcación en el medio de la grieta, el ancho de la grieta en la dirección interna de la pared de la tubería es más amplio que el de la dirección exterior, y el fondo de la grieta en el lado interno está obviamente doblado. La carburación y el grano fino aparecieron en el grano cerca del centro de la grieta, y la bifurcación era obvia. A juzgar por la forma de la grieta, la grieta ha sufrido una propagación secundaria. Tome una muestra longitudinal cerca de los defectos del cuerpo de la tubería (posición 1 en la Figura 1), observe su estructura metalográfica y califique las inclusiones no metálicas de acuerdo con el método A de GB / T 10561 - 2005 Método de inspección microscópica de la tabla de calificación estándar para el contenido de inclusiones no metálicas en acero. En la microestructura, excepto para las inclusiones finas de Clase B y Clase D, que son 1,0 y 0,5 respectivamente, el resto es 0. Se puede ver que el contenido de inclusiones no metálicas en el área de matriz es normal.
5. Análisis por microscopio electrónico de barrido
El análisis del microscopio electrónico de barrido muestra que hay un gran número de puntos y bloqueos sospechosos de inclusiones en el defecto. Algunos puntos fueron seleccionados para el análisis del espectro de energía de la inclusión sospechosa. La morfología del defecto bajo un microscopio electrónico de barrido se muestra en la Figura 2, y los resultados del análisis del espectro de energía se muestran en la Tabla 3. En comparación con la composición de la matriz, el contenido de Si y Al en los dos puntos anteriores es anormalmente alto, por lo que se puede juzgar que hay inclusiones de óxido de silicio y óxido de aluminio en estos dos puntos.
(a)Morfología 1
(b)Morfología 2
FIG. 2 Morfología de defecto de tubería sin costura de acero inoxidable bajo un microscopio electrónico de barrido
Tabla 3 Resultados del análisis del espectro de energía (fracción de masa) de defectos de tubería sin costura de acero inoxidable
| Posición | do | o | Al | Nación | Si | V | Cr | Minnesota | Fe | Ni |
| Ilustración 1 | 5.14 | 20.56 | - | 1.84 | 3.12 | 0.23 | 22.65 | 8.73 | 33.61 | 4.13 |
| Ilustración 2 | 13.19 | 38.37 | 29.48 | - | 0.13 | - | 3.82 | 0.38 | 12.88 | 1.57 |
Análisis de las causas de crack
Al observar la morfología de la grieta, se encuentra que la grieta se extiende oblicuamente en un ángulo de 45 ° con la pared interior. Debido a que la tubería en sí tiene buenas propiedades mecánicas y alta ductilidad, se puede descartar que se enrolle y pliegue debido al laminación en frío. El ancho de la grieta se desarrolla de grueso a fino, y la bifurcación se produce en el medio, lo que indica que a través de la grieta no se forma a la vez. En el proceso de laminación en frío, la tubería de acero se somete a tensión de compresión tridimensional, y la dirección del grosor de la pared se deforma y extiende principalmente por tensión de compresión bidimensional y resistencia a la fricción bidimensional. La grieta original se expande bajo la tensión, y el fondo de la grieta es irregular, por lo que es fácil formar bifurcación, y la grieta expandida es más delgada que el defecto original. Al analizar la microestructura cerca de la grieta, se encuentra que existe una capa de grano fino en la bifurcación. Las razones de este fenómeno son: hay defectos de grietas en la tubería antes del laminación en frío, el aceite de laminación entra en la grieta durante el laminación en frío, y el aceite de laminación en el espacio de grieta no se puede limpiar completamente cuando se elimina el aceite, mientras que el aceite de laminación y el agente desengrasante son ricos en materia orgánica, y el aceite de laminación restante en la grieta se carburan después del tratamiento térmico. Cuanto mayor sea el contenido de carbono en el acero, mayor será la tasa de nucleación, lo que resulta en la formación de una fina capa de cristal. Por lo tanto, este defecto ya ha aparecido en la pasada anterior, en lugar del producto terminado o el producto terminado después del laminación en frío. A partir del análisis de los resultados de SEM, se puede juzgar que hay alúmina concentrada y inclusiones de sílice en el área local de la muestra. Tales inclusiones generalmente provienen de la fundición o fundición, lo que resulta en defectos en acero redondo. En el proceso posterior de deformación de perforación y laminación en frío, se ven afectados por el procesamiento a presión, formando así grietas y penetrando a través del espesor de la pared, lo que resulta en fugas durante la prueba de estanqueidad al aire. Por lo tanto, la grieta penetrante existe en el tubo original en blanco en sí, en lugar de ser expandido y agrietado por la presión durante la prueba de estanqueidad al aire.
Medidas de mejora
Al tomar medidas razonables para controlar las grietas en el proceso de producción de tuberías sin costura de acero inoxidable, la calidad de los productos se puede mejorar aún más.
(1)Aceptación de materias primas. Para el acero inoxidable de pequeño diámetro, se formula las condiciones técnicas para la compra de tubos especiales en blanco, y se cuantifican en detalle el contenido incluido y la calidad de la superficie externa. Durante la reinspección de las materias primas, es importante comprobar el nivel de inclusión para evitar defectos cuando se procesan en productos terminados.
(2)Fortalecer la molienda de las tuberías de residuos. Fortalecer la inspección visual, marcar los defectos encontrados y aislar las tuberías de acero defectuosas; Con la ayuda de la inspección visual, como un endoscopio, se localizan los defectos en la pared interna de la tubería de acero, y luego los defectos se pulieron por molienda de punto fijo.
(3)Incrementar las pruebas no destructivas. Formulare criterios de aceptación razonables, realice detección de defectos ultrasónicos en las tuberías de acero antes del laminado en frío, marque y aísle las tuberías de acero defectuosas y las molienda en puntos fijos para eliminar defectos.
(4)Volver a inspeccionar las tuberías de acero de tierra de punto fijo mencionadas anteriormente con el mismo método de detección y ponerlas en producción si están calificadas, para evitar que los productos no calificados fluyan al siguiente procedimiento de trabajo.
Conclusión
Hubo una fuga en la tubería de acero inoxidable sin costura de φ 10mm × 1mm hecha de material 0Cr18Ni9 durante la prueba de estanqueidad al aire del producto terminado, y se encontró que había una grieta en la superficie exterior que corre a través de la dirección del espesor de la pared. Según el análisis, hay inclusiones en el tubo perforado en blanco, y se forman grietas durante el proceso de perforación, pero los defectos no se eliminan en el proceso de producción posterior, lo que lleva a una mayor expansión de las grietas en el proceso de laminación en frío y finalmente penetra en la pared del tubo.
News
Noticias de la industria
Volver a la lista
